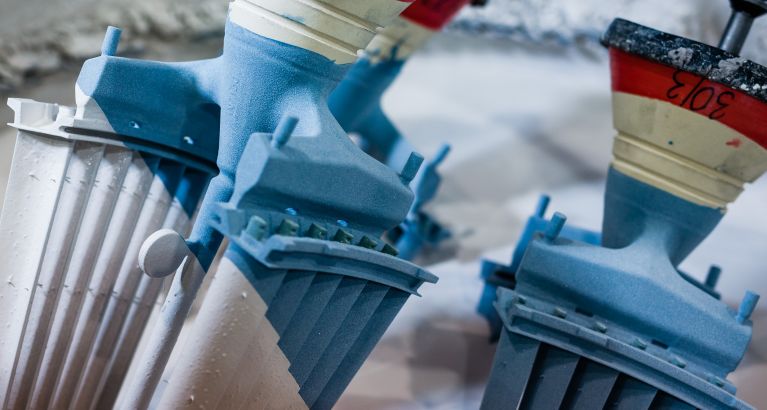
In the investment casting, multi-layered ceramic casting molds are made by dipping a model set in a ceramic mixture, which is prepared by adding powdered refractory materials and anti-foaming agents and wetting agents to the binder, which are mixed in special mixers.
Then, the model set is manipulated (e.g., by rotating it) in a way that allows full cov...
In the investment casting, multi-layered ceramic casting molds are made by dipping a model set in a ceramic mixture, which is prepared by adding powdered refractory materials and anti-foaming agents and wetting agents to the binder, which are mixed in special mixers.
Then, the model set is manipulated (e.g., by rotating it) in a way that allows full coverage of the surface of the models, after which the model set is immersed in a fluidized bed with backfill or it is sprinkled from above.
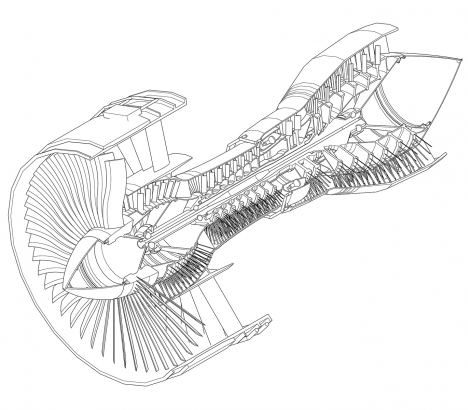
As a result of the use of appropriate binder materials and ceramic matrix, and subjecting the mold to a controlled process of drying and heat treatment (smelting, sintering and annealing) molds with the required mechanical strength, resistance to high temperature, high gas permeability and low roughness of the model layer can be obtained. The above properties of the ceramic mold allow for casting complicated details in it, such as, for example, turbine blades of aero engines.
The multi-layered ceramic molds used in the precise casting of nickel superalloys are most often made of metal oxides .
Smelting due to the thermal expansion of the wax and the change in its volume due to this process is a very difficult and complicated technological process. The wax, which increases its volume under the influence of temperature, can cause cracking and destruction of the mold or a change in its dimensions. Therefore, zonal, very fast heating of the mold from the outside to the inside is applied, which causes quick melting of the external parts of wax models and the outflow of wax through special channels. There is a void space that allows further increase in wax volume without fear for the mold damage.
The molds are sintered to completely remove moisture and wax residue from them, and to heat the mold before casting liquid metal to it, to avoid thermal shock.